
BOSM -5020-5Z Vyvrtávacia fréza s protiľahlou hlavou
1.Použitie zariadenia:
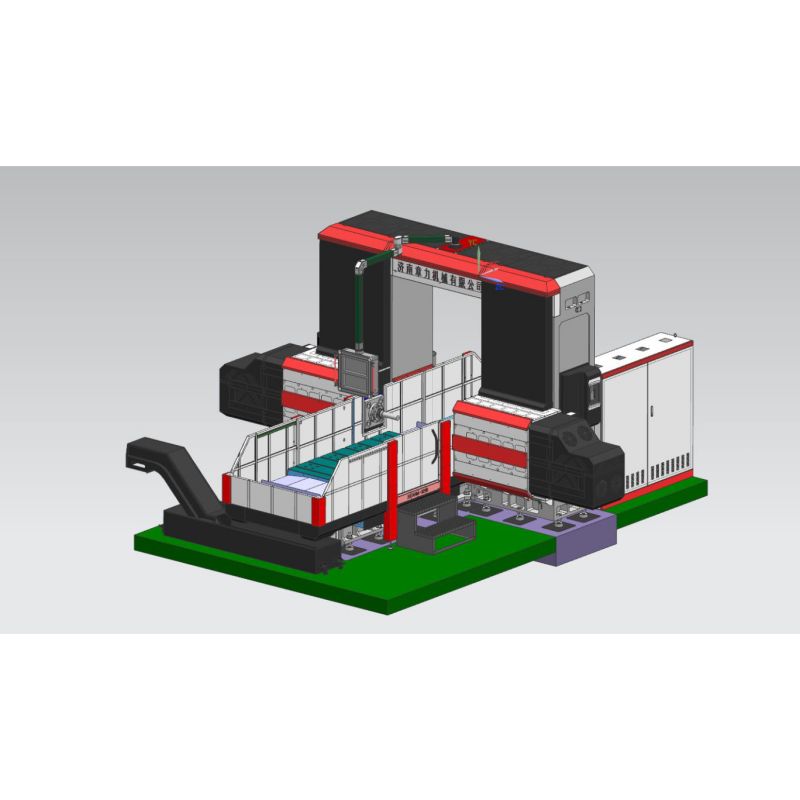
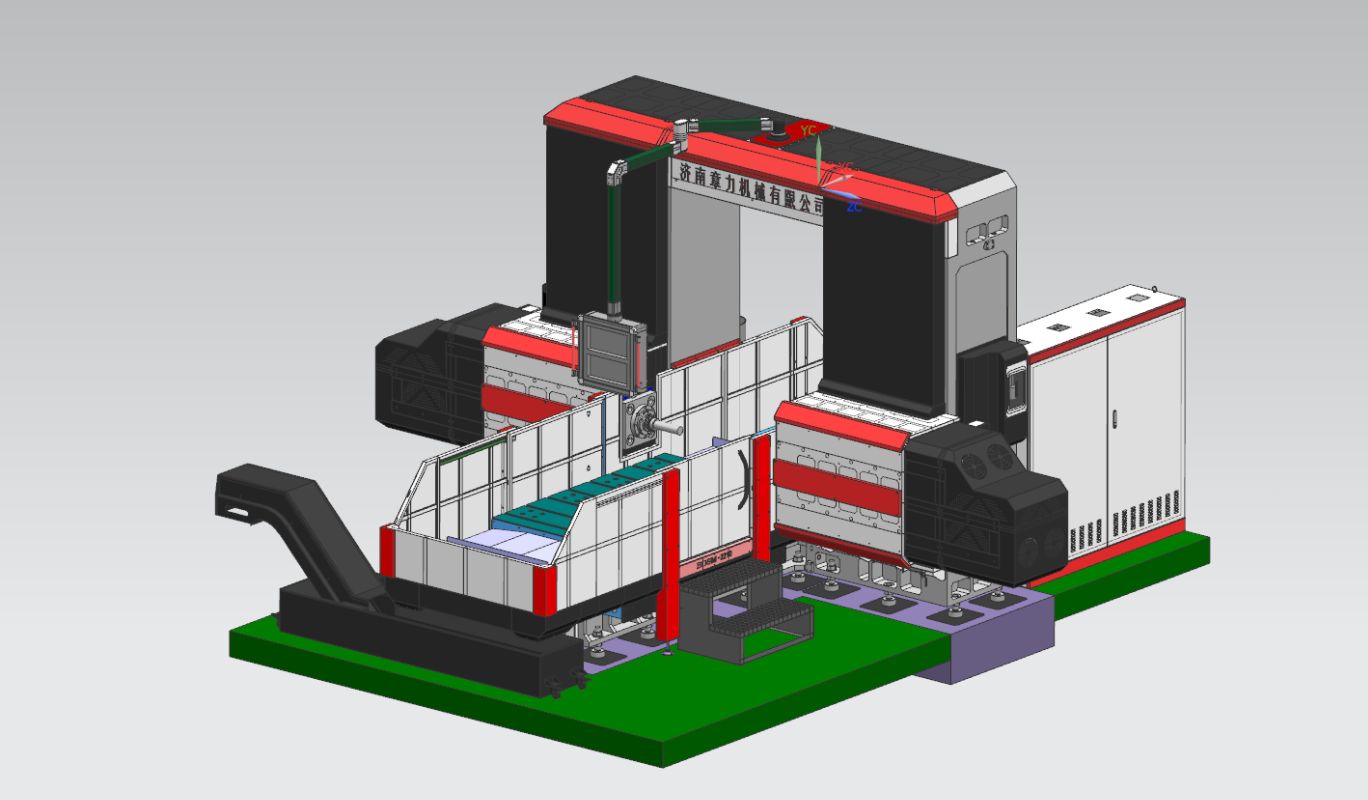
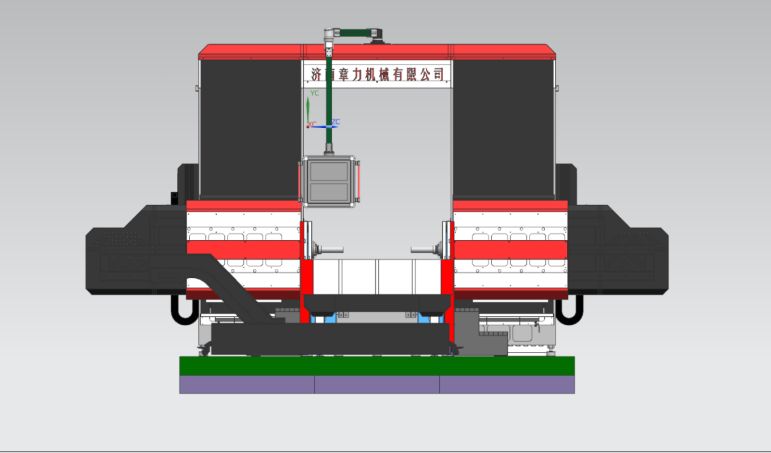
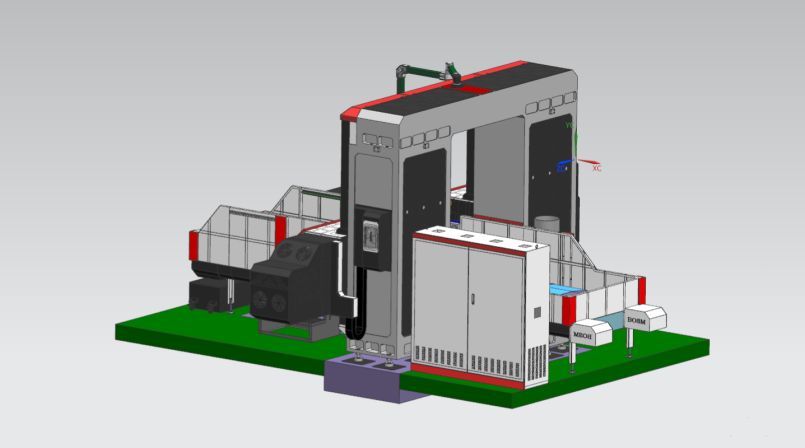
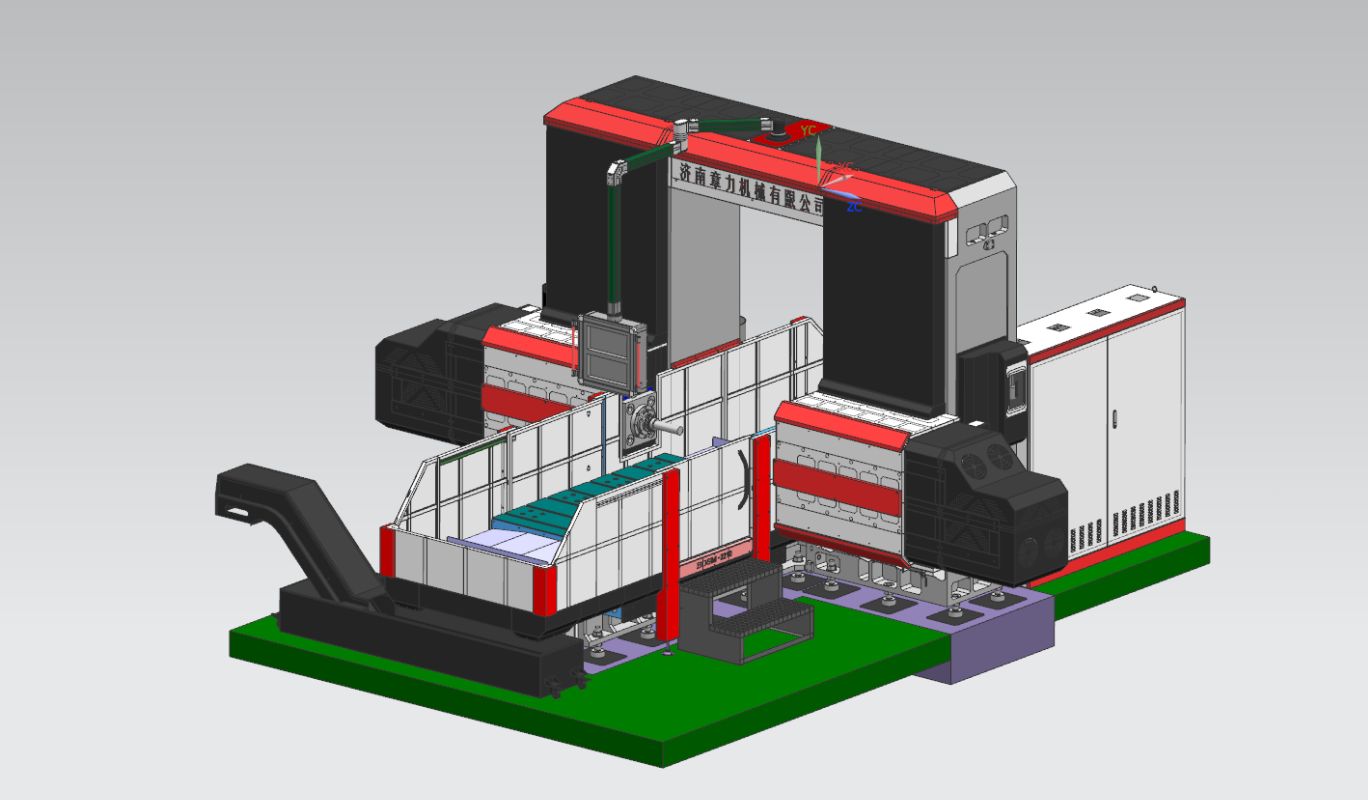
BOSM-5020-5Z CNC pracovná pojazdná dvojstĺpová čelná vyvrtávačka a frézka je špeciálny stroj pre strojárske stroje symetrické obrobky.Stroj je vybavený špeciálnym pohyblivým pracovným stolom a dvoma sadami horizontálnych baranov, ktoré dokážu realizovať vŕtanie, frézovanie, vyvrtávanie a iné spracovanie obrobku v rámci efektívneho rozsahu zdvihu, obrobok je možné spracovať na mieste naraz (nie je potrebné sekundárne upínanie), vysoká rýchlosť nakladania a vykladania, vysoká rýchlosť polohovania, vysoká presnosť spracovania a vysoká účinnosť spracovania.
2.Štruktúra vybavenia:
2.1. Hlavné komponenty stroja
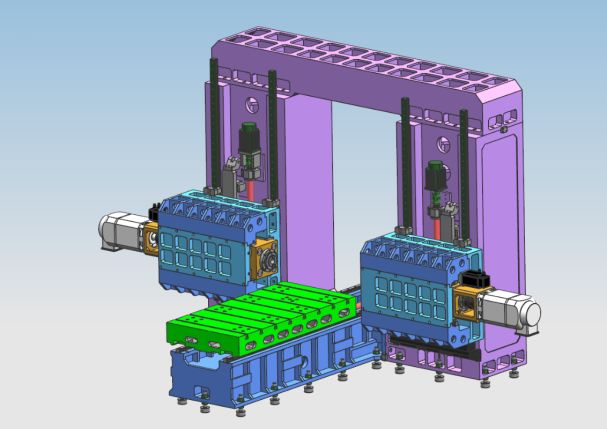
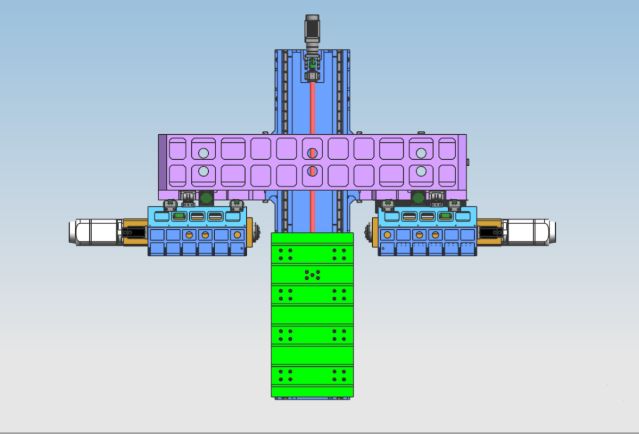
Lôžko, pracovný stôl, ľavé a pravé stĺpy, nosníky, portálové spojovacie nosníky, sedlá, barany atď. sú vyrobené zo živicového pieskového výlisku, vysokokvalitného odliatku sivej liatiny 250, žíhané v horúcej pieskovni → vibračné starnutie → žíhanie v peci → starnutie vibráciami → hrubé obrábanie → starnutie vibráciami → žíhanie v peci → starnutie vibráciami → konečná úprava, úplne eliminuje negatívne namáhanie dielov a udržiava výkon dielov stabilný.Pevné lôžko, ľavý a pravý stĺp, portál a pracovný stôl sa pohybujú;stroj má frézovanie, vyvrtávanie Rezanie, vŕtanie, zahlbovanie, závitovanie a ďalšie funkcie, spôsob chladenia nástroja je externé chladenie, stroj obsahuje 5 osí posuvu, ktoré dokážu realizovať 4-osové prepojenie, 5-osové jednočinné, 2 výkonové hlavy , axiálny stroj a výkonová hlava je znázornená na obrázku nižšie.
2.2. Hlavná štruktúra podávacej časti axiálneho prevodu
2.2.1.Os X: Pracovný stôl sa pohybuje priečne pozdĺž vodiacej koľajnice pevného lôžka.
Prevod osi X: Striedavý servomotor a vysoko presný planétový reduktor sa používajú na pohon pracovného stola cez prevodovku s guľôčkovou skrutkou na realizáciu lineárneho pohybu osi X.
Forma vodiacej koľajnice: položte dve vysoko pevné lineárne vodiace koľajnice
2.2.2. Os Y1: Pohonná hlava a piest sú vertikálne inštalované na prednej strane stĺpa a pohybujú sa vratne doľava a doprava pozdĺž vodiacej koľajnice stĺpa.
Prevod osi Y1: AC servomotor sa používa na pohon guľôčkovej skrutky na poháňanie sedla, aby sa pohyboval, a na realizáciu lineárneho pohybu osi Y1.
Forma vodiacich koľajníc: 4 kusy 45 typov lineárnych vodiacich koľajníc.
2.2.3. Os Y2: Druhý piest hnacej hlavy je inštalovaný vertikálne na prednej strane stĺpa a vratne sa pohybuje doľava a doprava pozdĺž vodiacej koľajnice stĺpa.
Prevod osi Y2: AC servomotor sa používa na pohon guľôčkovej skrutky na poháňanie pohybu sedla, aby sa realizoval lineárny pohyb osi Y1.
Forma vodiacich koľajníc: 4 kusy 45 typov lineárnych vodiacich koľajníc


2.2.4.Os Z1: Posuvné sedlo hnacej hlavy je inštalované vertikálne na prednej strane pravého stĺpika a vratne sa pohybuje hore a dole pozdĺž vodiacej koľajnice stĺpika.
Prevod osi Z1: Striedavý servomotor a vysoko presný planétový reduktor sa používajú na pohon barana, aby sa pohyboval cez guľôčkovú skrutku, aby sa realizoval lineárny pohyb osi Z1.
Forma vodiacich koľajníc: 2 lineárne vodiace koľajnice typu 65
2.2.5. Os Z2: Posuvné sedlo hnacej hlavy je inštalované vertikálne na prednej strane pravého stĺpika a vratne sa pohybuje hore a dole pozdĺž vodiacej koľajnice stĺpika.
Prevod osi Z1: Striedavý servomotor plus vysoko presný planétový reduktor sa používa na pohon barana, aby sa pohyboval cez guľôčkovú skrutku, aby sa realizoval lineárny pohyb osi Z2.
Forma vodiacich koľajníc: 2 lineárne vodiace koľajnice typu 65

Vysoko kvalitný odlievací stĺp HT250 2 kusy vysokovýkonných lineárnych vodiacich koľajníc typu 65
Vyvrtávacia a frézovacia hnacia hlava (vrátane hnacej hlavy 1 a 2) je zložený štvorcový baran a smer pohybu je vedený 4 lineárnymi valčekovými vodiacimi koľajnicami.Pohon využíva striedavý servomotor na pohon páru presných guľôčkových skrutiek.Stroj je vybavený tyčou na vyváženie dusíka., Znížte nosnosť hlavy stroja na skrutke a servomotore.Motor osi Z má funkciu automatickej brzdy.V prípade výpadku prúdu automatická brzda pevne pridrží hriadeľ motora, aby sa nemohol otáčať.Pri práci, keď sa vrták nedotýka obrobku, bude sa rýchlo podávať;keď sa vrták dotkne obrobku, automaticky sa prepne na pracovný posuv.Keď vrták prenikne do obrobku, automaticky sa prepne na rýchle navíjanie;keď koniec vrtáka opustí obrobok a dosiahne nastavenú polohu, presunie sa do ďalšej polohy otvoru, aby sa realizovala automatická cirkulácia.A môže realizovať funkcie vŕtania slepých otvorov, frézovania, zrážania hrán, lámania triesok, automatického odstraňovania triesok atď., Čo zvyšuje produktivitu práce.


Výkonová hlava štvorcového barana so zdvihom 500 mm využíva lineárne vedenia namiesto tradičných vložiek, aby sa výrazne zlepšila presnosť vedenia pri zachovaní tuhosti štvorcového barana.
2.3. Odstraňovanie triesok a chladenie
Pod pracovným stolom sú na oboch stranách nainštalované špirálové a ploché reťazové dopravníky triesok a triesky môžu byť na konci automaticky dopravované na dopravník triesok cez dva stupne špirálových a reťazových dosiek, aby sa realizovala civilizovaná výroba.V nádrži chladiacej kvapaliny dopravníka triesok sa nachádza chladiace čerpadlo, ktoré je možné použiť na externé chladenie nástroja pre zabezpečenie výkonu a životnosti nástroja a chladiacu kvapalinu je možné recyklovať.

3.Plne digitálny numerický riadiaci systém:
3.1.Pomocou funkcie lámania triesok je možné nastaviť čas lámania triesky a cyklus lámania triesky na rozhraní človek-stroj.
3.2.Vybavený funkciou zdvíhania nástroja, vzdialenosť zdvíhania nástroja je možné nastaviť na rozhraní človek-stroj.Po dosiahnutí vzdialenosti sa nástroj rýchlo zdvihne, potom sa triesky vyhodia a potom sa rýchlo posunie dopredu na vŕtaciu plochu a automaticky sa prevedie na prácu.
3.3.Centralizovaná ovládacia skrinka a ručná jednotka využívajú systém numerického riadenia a sú vybavené rozhraním USB a LCD displejom z tekutých kryštálov.Na uľahčenie programovania, ukladania, zobrazovania a komunikácie má ovládacie rozhranie funkcie, ako je dialóg človek-stroj, kompenzácia chýb a automatický alarm.
3.4.Zariadenie má funkciu náhľadu a opätovnej kontroly polohy otvoru pred spracovaním a prevádzka je veľmi pohodlná.
4.Automatické mazanie
Strojovo presné páry lineárnych vodiacich líšt, presné páry guľôčkových skrutiek a iné vysoko presné páry pohybu sú vybavené automatickými systémami mazania.Automatické mazacie čerpadlo vydáva tlakový olej a komora kvantitatívneho mazacieho oleja vstupuje do oleja.Po naplnení olejovej komory olejom, keď tlak v systéme stúpne na 1,4-1,75 MPa, sa tlakový spínač v systéme zatvorí, čerpadlo sa zastaví a súčasne sa uvoľní vypúšťací ventil.Keď tlak oleja v vozovke klesne pod 0,2 MPa, začne kvantitatívna maznica plniť mazacie miesto a dokončí jednu olejovú náplň.Vďaka presnej dodávke oleja kvantitatívneho vstrekovača oleja a detekcii tlaku v systéme je dodávka oleja spoľahlivá, zaisťuje, že na povrchu každého kinematického páru je olejový film, znižuje trenie a opotrebovanie a zabraňuje poškodeniu vnútorná štruktúra spôsobená prehriatím., aby sa zabezpečila presnosť a životnosť stroja.V porovnaní s párom posuvných vodiacich koľajníc má pár valivých lineárnych vodiacich koľajníc použitý v tomto stroji niekoľko výhod:
①Citlivosť pohybu je vysoká, koeficient trenia vodiacej koľajnice je malý, iba 0,0025 ~ 0,01, a hnacia sila je výrazne znížená, čo zodpovedá iba 1/10 bežných strojov.
② Rozdiel medzi dynamickým a statickým trením je veľmi malý a následný výkon je vynikajúci, to znamená, že časový interval medzi jazdným signálom a mechanickým pôsobením je extrémne krátky, čo prispieva k zlepšeniu rýchlosti odozvy a citlivosti numerický riadiaci systém.
③Je vhodný pre vysokorýchlostný lineárny pohyb a jeho okamžitá rýchlosť je asi 10-krát vyššia ako rýchlosť posuvných vodiacich koľajníc.
④ Dokáže realizovať pohyb bez medzier a zlepšiť tuhosť pohybu mechanického systému.
⑤Vyrábané profesionálnymi výrobcami, má vysokú presnosť, dobrú všestrannosť a jednoduchú údržbu.
5.Trojosová laserová kontrola:
Každý stroj Bosman je kalibrovaný laserovým interferometrom spoločnosti RENISHAW v Spojenom kráľovstve na presnú kontrolu a kompenzáciu chyby stúpania, vôle, presnosti polohovania, presnosti opakovaného polohovania atď., aby sa zabezpečila dynamická, statická stabilita a presnosť spracovania. stroj .Kontrola Ballbar Každý stroj používa ballbar od britskej spoločnosti RENISHAW na kalibráciu skutočnej kruhovej presnosti a geometrickej presnosti stroja a súčasne vykonáva experimenty s kruhovým rezaním, aby sa zabezpečila presnosť 3D obrábania a kruhová presnosť stroja.


6.Prostredie používania stroja:
6.1.Požiadavky prostredia na používanie zariadení
Udržiavanie konštantnej úrovne okolitej teploty je základným faktorom pre presné obrábanie.
(1) Dostupné požiadavky na okolitú teplotu sú -10 °C až 35 °C, keď je okolitá teplota 20 °C, vlhkosť by mala byť 40 % až 75 %.
(2) Aby sa zachovala statická presnosť stroja v špecifikovanom rozsahu, optimálna teplota okolia musí byť 15 °C až 25 °C a teplotný rozdiel nesmie presiahnuť ±2 °C/24h.
6.2.Napájacie napätie: 3 fázy, 380V, v rozsahu ±10% kolísanie napätia, frekvencia napájania: 50HZ.
6.3.Ak je napätie v oblasti použitia nestabilné, stroj by mal byť vybavený stabilizovaným zdrojom napájania, aby sa zabezpečila normálna prevádzka stroja.
6.4.Stroj by mal mať spoľahlivé uzemnenie: uzemňovací vodič je medený vodič, priemer vodiča by nemal byť menší ako 10 mm² a odpor uzemnenia by mal byť menší ako 4 ohmy.
6.5.Aby sa zabezpečil normálny pracovný výkon zariadenia, ak stlačený vzduch zdroja vzduchu nemôže spĺňať požiadavky zdroja vzduchu, je potrebné pred prívod vzduchu pridať súpravu zariadenia na čistenie zdroja vzduchu (odvlhčovanie, odmasťovanie, filtrovanie). stroja.
6.6.Udržujte zariadenie mimo dosahu priameho slnečného žiarenia, vibrácií a zdrojov tepla, vysokofrekvenčných generátorov, elektrických zváracích strojov atď., aby ste predišli zlyhaniu výroby stroja alebo strate presnosti stroja.
7.Technické parametre:
| Model | 5020-5Z | |
| Maximálna veľkosť spracovávaného obrobku | Dĺžka × šírka × výška (mm) | 5 000 × 2 000 × 2 500 |
| Maximálny posuv portálu | Šírka (mm) | 2300 |
| veľkosť pracovného stola | Dĺžka x šírka (mm) | 5000*2000 |
| Stolové cestovanie | Pracovný stôl sa pohybuje tam a späť (mm) | 5000 |
| Dvojitý zdvih piestu hore a dole | Zdvih barana hore a dole (mm) | 2500 |
| Vŕtacia hlava horizontálneho typu barana jedna dve | Množstvo (2) | 2 |
| Vŕtacia hlava horizontálneho typu barana jedna dve | Kužeľ vretena | BT50 |
| Otáčky vretena (ot./min) | 30~5000 | |
| Výkon motora servovretena (kw) | 37*2 | |
| Vzdialenosť medzi stredmi koncov nosa dvoch vretien (mm) | 1500-2500 mm | |
| Ľavý a pravý zdvih jedného piesta (mm) | 500 | |
| Ľavý a pravý zdvih dvojitého piesta (mm) | 1000 | |
| Obojsmerná presnosť polohovania | 300 mm * 300 mm | ±0,025 |
| Presnosť obojsmerného opakovaného polohovania | 300 mm * 300 mm | ±0,02 |
| Hrubá hmotnosť (t) | (asi) 55 | Hrubá hmotnosť (t) |






