GM5X-N 5-osová CNC brúska
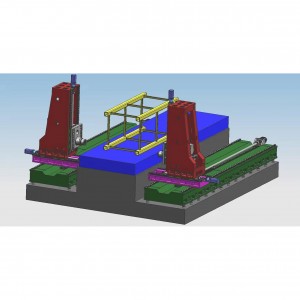
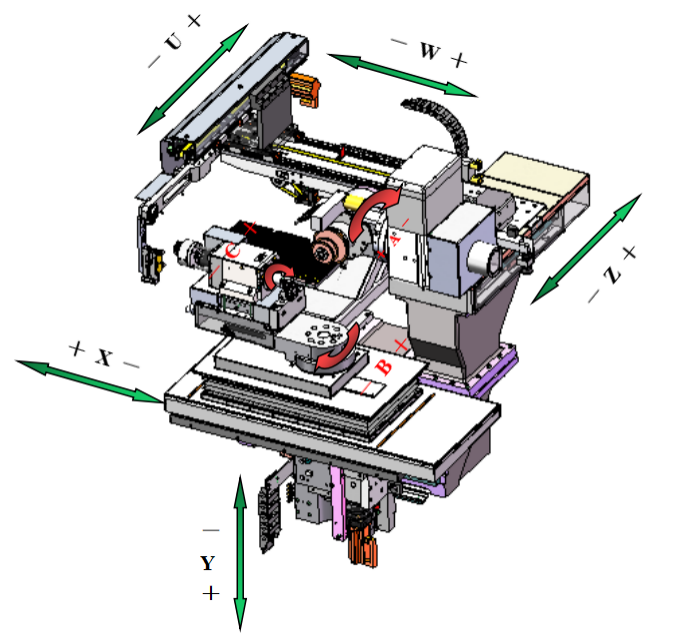
Mje štruktúrny diagramstroja
Rozsah aplikácie
Tento stroj vyrába stopkové frézy a vrtáky, vhodné na spracovanie materiálov z tvrdej zliatiny a rýchloreznej ocele.
Cykly výroby a prebrusovania nástrojov
1. Štandardné stopkové frézy: drážkovanie, lopatový chrbát, ostrenie hrablí, ostrenie spodnej hrany, digitalizácia, prebrúsenie.
2. Štandardný vrták: drážkovanie, zmenšenie vonkajšieho priemeru, ostrenie na vrchole, digitalizácia a brúsenie.
1. Technické špecifikácie
| № | Obsah | Požiadavka | číslo | Jednotka |
| 1.1 | Rozmery obrobku | |||
| 1.1.1 | Dĺžka upnutia | ≤ | 230 | mm |
| 1.1.2 | Priemer upínania | medzi | 2-20 | mm |
| 1.1.3 | Dĺžka brúsenia | ≤ | 150 | mm |
| 1.1.4 | Priemer brúsenia | medzi | 0,2-12 | mm |
| 1.2 | Brúsne vreteno | |||
| 1.2.1 | Typ pohonu | Presné | priamy pohon | - |
| 1.2.2 | Sila | menovitý výkon | 13.6 | kW |
| 1.2.3 | Chladenie | Presné | Chladený olejom | - |
| 1.2.4 | Regulácia rýchlosti brúsneho kotúča | Presné | Bezstupňová rýchlosť | - |
| 1.2.5 | Rýchlosť | medzi | 0-10000 | ot./min |
| 1.2.6 | Počet brúsnych hláv vretena | Presné | 2 | ks |
| 1.3 | Brúsny kotúč | |||
| 1.3.1 | Priemer | ≤ | 150 | mm |
| 1.3.2 | Maximálny počet brúsnych kotúčov na vreteno | ≤ | 4 | ks |
| 1.3.3 | Priemer vretena brúsnych kotúčov | Presné | 25 | mm |
| 1.3.4 | Programom riadený prívod chladiacej kvapaliny | Presné | áno | - |
| 1.3.5 | Počet trysiek chladiacej kvapaliny | ≥ | 3 | ks |
| 1.4 | Systém upínania obrobku | |||
| 1.4.1 | Upínací systém | Presné | Hydraulické, automatické | - |
| 1.4.2 | Upínacia klieština | Presné | SCHAUBLIN W20 | - |
| 1.4.3 | Typ pohonu | Presné | priamy pohon | - |
| 1.5 | Parametre osi | |||
| 1.5.1 | Typ | Presné | lineárne | - |
| 1.5.2 | Pohyb po osi X | ≤ | 280 | mm |
| 1.5.3 | Pohyb osi Z | ≤ | 130 | mm |
| 1.5.4 | Pohyb po osi Y | ≤ | 230 | mm |
| 1.5.5 | Rozlíšenie osi XYZ | Presné | 0,0001 | mm |
| 1.5.6 | Rýchlosť osi XYZ | ≤ | 10 | m/min |
| 1.5.7 | Pohyb osi A | ≤ | 360 | stupňa |
| 1.5.8 | Rozlíšenie osi A | Presné | 0,0001 | stupňa |
| 1.5.9 | Rýchlosť osi A | ≤ | 300 | ot./min |
| 1.5.10 | Cestovanie po osi B | ± | 210 | stupňa |
| 1.5.11 | Rýchlosť osi B | ≤ | 12 | ot./min |
| 1.6 | Systém nakladania a vykladania | |||
| 1.6.1 | Systém nakladania a vykladania | Presné | Robotické rameno priehradového typu | - |
| 1.6.2 | Počet zásobníkov | Presné | 2 | ks |
| 1.6.3 | Automatické nakladanie a vykladanie priemeru obrobku | Medzi | 2-12 | mm |
| 1.6.4 | Automatické nakladanie a vykladanie dĺžky obrobku | ≤ | 40-200 | mm |
| 1.6.5 | Maximálny počet obrobkov | ≤ | 300 | ks |
| 1.6.6 | softvér | Presné | áno | - |
| 1.7 | Ostatné komponenty | |||
| 1.7.1 | Schopnosť detekovať obrobky na obrábacích strojoch | Presné | áno | - |
| 1.7.2 | Centrálny automatický mazací systém | Presné | áno |
|
| 1.7.3 | Trojfarebná signálna lampa | Presné | áno | - |
| 1.8 | Voliteľné | |||
| 1.8.1 | Zariadenie na separáciu olejovej hmly | Presné | Voliteľné | - |
| 1.9 | Kontrola | |||
| 1.9.1 | Riadiaci systém | Presné | NUM-Flexium+68 | - |
| 1.9.2 | Ovládací panel | Presné | Dotykový displej | - |
| 1.9.3 | Digitálna riadiaca os | Presné | áno | - |
| 1.9.4 | Farebný displej | Presné | áno | - |
| 1.9.5 | Veľkosť displeja | Presné | 19 | palec |
| 1.10 | Softvérový modul na brúsenie nástrojov | |||
| 1.10.1 | Jednoduché frézy | Presné | áno | - |
| 1.10.2 | Jednoduché cvičenia | Presné | áno | - |
| 1.10.3 | Režim automatickej detekcie sondy | Presné | áno | - |
| 1.11 | Elektrické parametre zariadenia | |||
| 1.11.1 | Napätie | Presné | 380 ± 10 % | V |
| 1.11.2 | Frekvencia | Presné | 50 ± 10 % | Hz |
| 1.11.3 | Sila | ≤ | 25 | KW |
| 1.12 | Rozmery | |||
| 1.12.1 | Dĺžka | ≤ | 2 000 | mm |
| 1.12.2 | šírka | ≤ | 2 800 | mm |
| 1.12.3 | Výška | ≤ | 2 200 | mm |
| 1.12.4 | Kvalita | ≤ | 4 750 | kg |
2. Štandardný zoznam konfigurácií
| № | Obsah | Model | Značka | číslo | ||
| 2.1 | Obrábací stroj | |||||
| 2.1.1 | Konfigurácia osi X | |||||
| 2.1.1.1 | - Skrutkovacia tyč | Prispôsobené | NSK | 1ks | ||
| 2.1.1.2 | - Železnica | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2ks | ||
| 2.1.1.3 | - Optická stupnica | LC483-370 | HEIDENHAIN | 1ks | ||
| 2.1.2 | Konfigurácia osi Y | |||||
| 2.1.2.1 | - Skrutkovacia tyč | Prispôsobené | NSK | 1ks | ||
| 2.1.2.2 | - Železnica | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2ks | ||
| 2.1.2.3 | - Optická stupnica | LC483-370 | HEIDENHAIN | 1ks | ||
| 2.1.3 | Konfigurácia osi Z | |||||
| 2.1.3.1 | - Skrutkovacia tyč | Prispôsobené | NSK | 1ks | ||
| 2.1.3.2 | - Železnica | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2ks | ||
| 2.1.3.3 | - Optická stupnica | LC483-370 | HEIDENHAIN | 1ks | ||
| 2.1.4 | Konfigurácia osi C | |||||
| 2.1.4.1 | - Uhlový kódovač | ECN113 | HEIDENHAIN | 1ks | ||
| 2.1.4.2 | - Motor s priamym pohonom | MSP-1000-2-002-158 | EMB | 1ks | ||
| 2.1.5 | Otočný tanier osi B | WDC-C180 | Gutian | 1ks | ||
| 2.1.5 | Otočný tanier osi A | WDC-C200L | Gutian | 1ks | ||
| 2.1.6 | Dvojhlavé elektrické vreteno s permanentným magnetom | Menovitý výkon 7,1KW | Chuangyun | 1 ks | ||
| 2.1.7 | Dvojosový nosníkový manipulátor | - | Chuangyun | 1ks | ||
| 2.1.8 | Podnos | 148-LP-D4 | Chuangyun | 2ks | ||
| 2.1.9 | Podnos | 148-LP-D6 | Chuangyun | 2ks | ||
| 2.1.10 | Podnos | 148-LP-D8 | Chuangyun | 2ks | ||
| 2.1.11 | Upínacia čeľusť | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 sada | ||
| 2.1.12 | Vysoko presný V-blok | (3-5) | Chuangyun | 1ks | ||
| 2.1.13 | Vysoko presný V-blok | (5-7) | Chuangyun | 1ks | ||
| 2.1.14 | Vysoko presný V-blok | (6-12) | Chuangyun | 1ks | ||
| 2.1.15 | Collet | D4W20 (80-00004) | SCHAUBLIN | 1ks | ||
| 2.1.16 | Sonda | TS150 | HEIDENHAIN | 1ks | ||
| 2.1.17 | Tyč brúsneho kotúča (dlhá) | 119×∅31,75×∅96 mm | Chuangyun | 1ks | ||
| 2.1.18 | Tyč brúsneho kotúča (krátka) | 87×∅31,75×∅96 mm | Chuangyun | 1ks | ||
| 2.1.19 | Klimatizácia | - | YUEDE | 1ks | ||
| 2.1.20 | Trojfarebná signálna lampa | DC 24V | Schneider | 1ks | ||
| 2.1.21 | Prietokomer | SI5000 | IFM | 1ks | ||
| 2.1.22 | Špecifický napájací zdroj pohonu | 15 kW | NEWCOM | 1ks | ||
| 2.1.23 | Skupina elektromagnetických ventilov | M4GE280R-CX-E20D-5-3 | CKD | 1 sada | ||
| 2.1.24 | Automatický systém mazania osi X, Y, Z | - | Taiwan | 1 sada | ||
| 2.2 | Konfigurácia CNC systému | |||||
| 2.2.1 | BOXPC | FXPC004NN1HNR10 | NUM | 1ks | ||
| 2.2.2 | Výkonový filter | AGOFIL024A | NUM | 1ks | ||
| 2.2.3 | Výkonový filter | AGOFIL001S | NUM | 1ks | ||
| 2.2.4 | Odpor | AGORES008 | NUM | 1ks | ||
| 2.2.5 | Hlavné napájanie systému | MDLL3015N00AN0I | NUM | 1ks | ||
| 2.2.6 | Servovodič | MDLUX021B1CAN0I | NUM | 4ks | ||
| 2.2.7 | Servomotor osi B | SPX1262N5IA2L02 | NUM | 1ks | ||
| 2.2.8 | Motor osi A | MDLUX014B1CAN0I | NUM | 1ks | ||
| 2.2.9 | Servomotor osi Y | SPX0751V5IF2L02 | NUM | 1ks | ||
| 2.2.10 | Servomotor osi X/Z | MDLUX014B1CAN0I | NUM | 2ks | ||
| 2.2.11 | Servopohon osi U/W | SPX0952N5IA2L02 | NUM | 2ks | ||
| 2.2.12 | Servomotor osi V | MDLUX014B1CAN0I | NUM | 1ks | ||
| 2.2.13 | Spojka | SPX0751V5IA2L02 | NUM | 1ks | ||
| 2.2.14 | Vstup | SPX0751V5IA2L02 | NUM | 2ks | ||
| 2.2.15 | Výstup | EK1100 | NUM | 2ks | ||
| 2.2.16 | Analógový vstupný modul | CTMT1809 | NUM | 1ks | ||
| 2.2.17 | Terminátor | CTMT2809 | NUM | 1ks | ||
| 2.2.18 | Ovládací panel | CTMT3162 | NUM | 1ks | ||
| 2.2.19 | NCK | CTMT9011 | NUM | 1ks | ||
| 2.2.20 | NCK | FXHE02ARE2HE000 | NUM | 1ks | ||
| 2.2.21 | NCK | FXP2101200 | NUM | 1ks | ||
| 2.2.22 | NCK | FXSO200061 | NUM | 1ks | ||
| 2.2.23 | NCK | FXSV994100 | NUM | 1ks | ||
| 2.2.24 | NCK | FXSO100006 | NUM | 1ks | ||
| 2.2.25 | NCK | FXSO100008 | NUM | 1ks | ||
| 2.2.26 | NCK | FXSO100375 | NUM | 1ks | ||
| 2.2.27 | NCK | FXSO100392 | NUM | 1ks | ||
| 2.2.28 | NCK | FXPA000586 | NUM | 1ks | ||
| 2.2.29 | NCK | FXSW282122 | NUM | 1ks | ||
| 2.2.30 | NCK | FXSW282124 | NUM | 1ks | ||
| 2.2.31 | NCK | FXSO100012 | NUM | 1ks | ||
| 2.3 | Štandardná konfigurácia softvéru na brúsenie nástrojov | |||||
| 2.3.1 | Jednoduchá fréza | Chuangyun sa vyvinul sám | 1ks | |||
| 2.3.2 | Jednoduchá vŕtačka | Chuangyun sa vyvinul sám | 1ks | |||
| 2.3.3 | 3D kontrola kolízie s 3D simuláciou stroja | Chuangyun sa vyvinul sám | 1ks | |||
| 2.3.4 | 3D simulácia nástroja | Chuangyun sa vyvinul sám | 1ks | |||
| 2.3.5 | Automatická detekcia sondy | Chuangyun sa vyvinul sám | 1ks | |||