
Päťosové obrábacie centrum FH135P
Päťosísimultánneobrábacie centrum
XYZ lineárny dutý chladiaci skrutkový pohon
B\C rotačný hriadeľ DD prevod priameho pohonu
Plne uzavretý systém merania absolútnej hodnoty
Hlavná konfigurácia
Tabuľka funkcií štandardného príslušenstva (pozri funkciu ovládača pre elektrickú ovládaciu časť)
| No | Položka | Jednotka | Množ |
| 1. | Minerálny odliatok hlavného rámu FH | Set | 1 |
| 2. | Riadiaci systém Siemens ONE | Set | 1 |
| 3. | Displej: 21,5-palcový dotykový panel | Set | 1 |
| 4. | FH päťosová multifunkčná výkyvná hlava (os B) | Set | 1 |
| 5. | FH-DGZX-28010/42B2 Frézovacie elektrické vreteno (tienené sústruženie) | PC | 1 |
| 6. | Dutá chladená guľôčková skrutka osi X/Y/Z | PCS | 3 |
| 7. | Frézovanie Rotačný stôl s priamym pohonom (os C) | Set | 1 |
| 8. | Absolútny kódovač osi B RCN8380 29 bitov | PC | 1 |
| 9. | C os RCN2580 28 bitový absolútny kódovač | PC | 1 |
| 10. | INA Roller Linear Slides | Súpravy | 7 |
| 11. | Vodný chladiaci systém vretena | Set | 1 |
| 12. | Vodný sprej strojového prstenca | Set | 1 |
| 13. | Päťosá hlava polmesiaca voda v spreji, fúkanie polmesiaca | Set | 1 |
| 14. | Bezpečnostný blokovací systém predných a bočných pracovných dverí | Set | 1 |
| 15. | Vodotesné osvetlenie pracovného koša | PCS | 2 |
| 16. | Hydraulická stanica | Set | 1 |
| 17. | Centrálne centrálne mazacie zariadenie podávania | Set | 1 |
| 18. | Čistiaca vodná pištoľ na strane obsluhy a vzduchová pištoľ | Set | 1 |
| 19. | Systém reznej kvapaliny(CTS 25bar) | Set | 1 |
| 20. | Plne uzavretý ochranný plech | Set | 1 |
| 21. | Operačný box | Set | 1 |
| 22. | Elektrická boxová klimatizácia | Set | 1 |
| 23. | Elektronické ručné koleso Siemens | PC | 1 |
| 24. | Nožný spínač uvoľnenia nástroja vretena | PC | 1 |
| 25. | Strojové trojfarebné svetlo | Set | 1 |
| 26. | 40ks zásobníkov nástrojov HSK-A63 a servo ATC systém | Set | 1 |
| 27. | X/Y/Z trojosová mriežka absolútnej hodnoty | Súpravy | 3 |
| 28. | Špirálový valec na triesky a zadný vozík dopravníka triesok | Set | 1 |
| 29. | Infračervená sonda Renishaw OMP60 | Set | 1 |
| 30. | Jednotka na nastavovanie nástrojov Renishaw NC4F230 | Set | 1 |
| 31. | Podložky a základové skrutky | Set | 1 |
| 32. | Technická príručka | Set | 1 |
Parameter
| Model | Jednotka | FH135P |
| Cestovanie | ||
| Pohyb po osi X | mm | 1450 |
| Pohyb osi Y | mm | 1450 |
| Pohyb po osi Z | mm | 1000 |
| Vzdialenosť od špičky vretena k povrchu pracovného stola | mm | 160-1160 |
| Horizontálna frézovacia hlava | mm | 30-1030 |
| Rýchlosť posuvu/rýchleho pohybu | m/min | 40 |
| Sila podávania | KN | 10 |
| Otočný stôl (os C) | ||
| Veľkosť pracovného stola | mm | Ø1400x1300 |
| Maximálne zaťaženie stola (frézovanie) | kg | 4000 |
| Frézovací stôl max.rýchlosť | ot./min | 50 |
| Minimálny uhol delenia | ° | 0,001 |
| Menovitý krútiaci moment | Nm | 1330 |
| Maximálny krútiaci moment | Nm | 2630 |
| CNC výkyvná frézovacia hlava (os B) | ||
| Rozsah výkyvu (0=vertikálne/180=horizontálne) | ° | -15-180 |
| Rýchly posuv a rýchlosť posuvu | ot./min | 50 |
| Minimálny uhol delenia | ° | 0,001 |
| Menovitý krútiaci moment | Nm | 1050 |
| Maximálny krútiaci moment | Nm | 2130 |
| Vreteno | ||
| Rýchlosť vretena | ot./min | 10 000 |
| Výkon vretena (S1) | Kw | 42/58 |
| Krútiaci moment vretena (S1/S6) | Nm | 215/350 |
| Kužeľ vretena |
| HSKA100 |
| Zásobník náradia | ||
| Rozhranie nástroja |
| HSKA100 |
| Kapacita zásobníka nástrojov | PCS | 40 |
| Maximálny priemer/dĺžka/hmotnosť nástroja |
| Ø135/300/12 |
| Čas výmeny nástroja (nástroj od nástroja) | S | 4 |
| Merací prístroj | ||
| Infračervená sonda | Renishaw OMP60 | |
| Nástroj na detekciu nástrojov v pracovnej oblasti spracovania | Renishaw NC4F230 | |
| Presnosť polohy (ISO230-2 a VDI3441) | ||
| Presnosť polohovania X/Y/Z | mm | 0,006 |
| X/Y/Z Opakovaná presnosť polohovania | mm | 0,004 |
| B/C presnosť polohovania |
| 8" |
| B/C Opakovaná presnosť polohovania |
| 4" |
| CNC ovládač | ||
| CNC systém |
| Siemens ONE |
Špecifikácie hlavného stroja |Optimálna konfigurácia tuhej konštrukcie
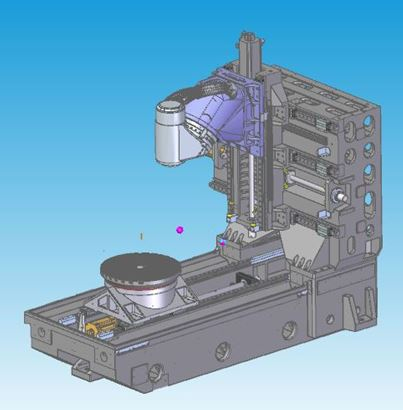
Dizajnové prvky |Najlepší návrh analýzy mechanického odlievania drôtu
◆ Kompletná termosymetrická odlievacia štruktúra s použitím vysoko kvalitnej liatiny Meehanite
◆ Temperovanie a prirodzené starnutie na odstránenie vnútorného stresu
◆ Štrukturálne vibrácie s vlastnou frekvenciou eliminujú napätie pri spracovaní materiálu
◆Konštrukcia veľkoplošného a vysokopevného stĺpa na celej stene môže účinne zlepšiť tuhosť a statickú a dynamickú presnosť
◆ Trojosový dutý chladiaci skrutkový pohon
Elektrické vreteno

Dizajnové prvky
◆Podľa charakteristík stroja nezávislý výskum a vývoj a výroba.
◆ Kužeľový otvor HSK-A100 je použitý v modeli FH135P.
◆Prijať externý chladiaci systém na cirkulačné chladenie, ktorý môže efektívne zabezpečiť použitie elektrického vretena.
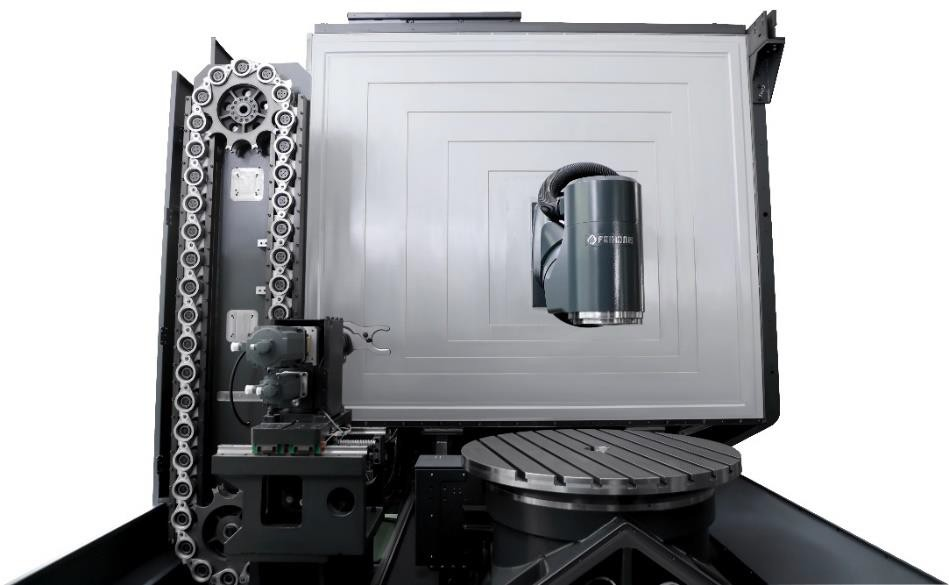
CNC výkyvná frézovacia hlava (os B)

Dizajnové prvky
◆ Nezávislý dizajn a výroba.
◆Vstavaný motor DD s nulovým prevodom reťaze bez vôle.
◆Vysoká akceleračná charakteristika.
◆Najkratšie rozpätie medzi špičkou vretena a nosným bodom konštrukcie zabezpečuje maximálnu tuhosť rezania.
◆Väčšie YRT ložisko zlepšuje tuhosť.
◆ Vybavený absolútnym rotačným enkodérom série HEIDENHAIN RCN8380, plne uzavretým riadením, aby sa zabezpečila najlepšia presnosť.
◆ Konštrukcia chladiaceho systému osi B znižuje prenos tepla.
Otočný stôl (stôl s osou C)

Dizajnové prvky
◆ Nezávislý dizajn a výroba.
◆Vstavaný motor DD s nulovým prevodom reťaze bez vôle.
◆ Charakteristiky odozvy vysokého zrýchlenia a spomalenia.
◆Väčšie YRT ložisko zvyšuje tuhosť.
◆Veľký menovitý krútiaci moment, polohovanie a spracovanie pomocou polohovacieho a upínacieho zariadenia
◆Spĺňajte potreby frézovania, znížte manipuláciu s obrobkom a zvýšte presnosť produktu.
◆Vybavené vysoko presným rotačným enkodérom HEIDENHAIN meracím systémom, plne uzavretým riadením pre zaistenie najvyššej presnosti.
◆ Konštrukcia chladiaceho systému na zníženie prenosu tepla.
Riadiaci systém

Funkcie výberu
◆Vyberte riadiaci hostiteľ NCU730.3B pre päťosové prepojenie (podrobnosti o konfigurácii systému nájdete v tabuľke funkcií)
◆S funkciou RTCP
◆Vyberte si pohon Siemens S120 s 3-násobnou kapacitou preťaženia a motor série 1FT s vysokou kinematickou charakteristikou
◆Vyberte TCU30.3+ICP427E ako interaktívny hostiteľ HMI, IPC má vyššiu výpočtovú rýchlosť a väčší úložný priestor
Automatický systém výmeny nástrojov
Dizajnové prvky
◆ Nezávislý dizajn a výroba.
◆Výber nástroja a výmena nástroja používajú servomotor na ovládanie činnosti terminálu, ktorý je stabilnejší a presnejší.
◆V kombinácii s funkciou správy nástrojov Siemens ONE efektívnejšia správa nástrojov.
Zdvíhací nastavovač náradia
Dizajnové prvky
◆Vybavené nástrojovým nastavovačom Ransishaw NC4F230R s vyššou presnosťou.
◆Automatické nastavenie nástroja na stroji, automatická aktualizácia kompenzácie nástroja.
◆Zariadenie na nastavenie nástroja je možné zdvihnúť a spustiť, aby sa ušetril priestor na povrchu obrábania.
◆Plne utesnené prevedenie z plechu na ochranu nástroja pred poškodením vodou a železnými pilinami počas spracovania.
Infračervená sonda
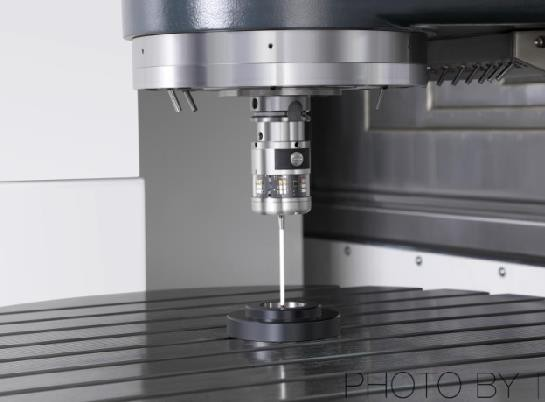
Dizajnové prvky
◆Vybavené infračervenou sondou Renishaw OMP60.
◆Zarovnanie obrobku a kontrola veľkosti na stroji môžu znížiť chyby manuálnej kontroly a zlepšiť presnosť produktu a efektivitu spracovania.
◆90% úspora času palubnej asistencie.
Vzhľad
Dizajn krytu päťosového obrábacieho centra série FH spĺňa prísne bezpečnostné normy CE.Plne hustý plech bráni pri opracovaní omylom vstúpiť operátorovi do pracovného priestoru a zároveň bráni použitiu vysokotlakovej reznej kvapaliny alebo triesok zo stroja, okrem výstražného štítku., Prevádzkové dvierka sú vybavené aj bezpečnostným spínačom, aby sa predišlo nehodám počas prevádzky alebo údržby.A má veľké priehľadné okno, ktoré je vhodné pre obsluhu, aby pochopila prevádzku a spracovanie stroja.
Upratovanie
Použite teleskopický kryt a ochranný plech na ochranu triesok vznikajúcich počas prevádzky, zabráňte postriekaniu rezaním a poškodeniu iných mechanizmov
Osvetlenie
Pracovná plocha je vybavená dvoma LED svetlami a intenzita osvetlenia je udržiavaná nad 800LUX, čo poskytuje operátorovi vhodné jasné pracovné prostredie.
Prevádzkyschopnosť
Prevádzková strana je vybavená posuvnými dverami s deleným typom, ktoré poskytujú veľký otvárací priestor, čo je vhodné pre voľné nakladanie a vykladanie obrobku z troch smerov pomocou žeriavu.





