






Vysokovýkonná CNC vŕtacia frézka

CNC vŕtačka a frézka
Vysokorýchlostná CNC vŕtačka a frézka
Strojová aplikácia
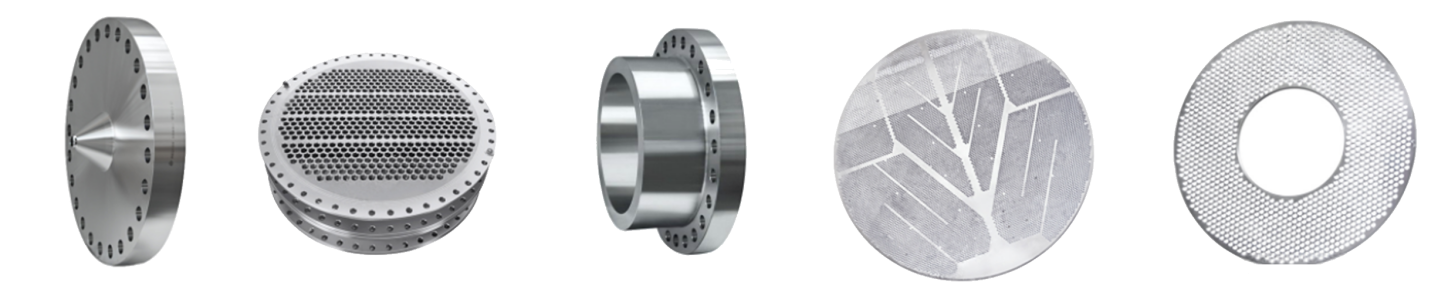
CNC vŕtačky a frézky sa používajú hlavne na efektívne vŕtanie obrobkov s hrúbkami v efektívnom rozsahu, ako sú dosky, príruby, kotúče a krúžky. Priechodné a slepé otvory je možné vŕtať do rôznych materiálov. Stroj je digitálne riadený s jednoduchou obsluhou. Môže dosiahnuť automatizáciu, vysokú presnosť, viacero odrôd, hromadnú výrobu.
Aby sme vyhoveli spracovateľským potrebám rôznych používateľov, naša spoločnosť vyvinula rôzne stroje. Okrem bežných modelov je možné ho prispôsobiť aj podľa skutočných potrieb zákazníkov.
Štruktúra stroja
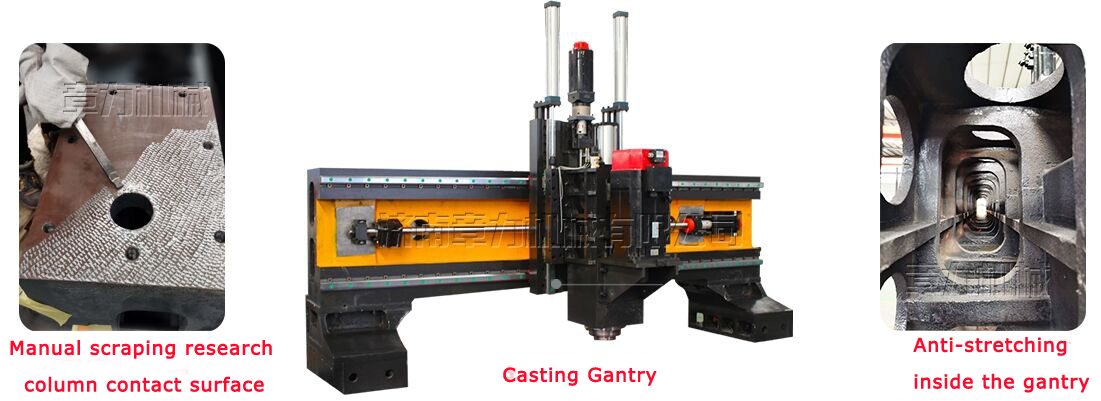
Toto zariadenie sa skladá hlavne z posteľného stola, pohyblivého portálu, pohyblivého posuvného sedla, vŕtacieho a frézovacieho vretena, automatického mazacieho zariadenia a ochranného zariadenia, cirkulačného chladiaceho zariadenia, CNC riadiaceho systému, elektrického systému atď. Vďaka podpore a vedeniu vedenia valcovacej linky a presného pohonu vodiacej skrutky má stroj vysokú presnosť polohovania a opakovanú presnosť polohovania.
1)Pracovný stôl:
Pracovný stôl má odlievaciu štruktúru a rovina má T-drážku s primeraným dokončovacím usporiadaním na upínanie obrobkov. Nad posteľou sú usporiadané T-drážky. Pohonný systém využíva striedavý servomotor a presnú guľôčkovú skrutku na pohon na oboch stranách, aby sa portál pohyboval v smere osi Y. Na spodku postele sú rozmiestnené nastaviteľné skrutky, pomocou ktorých je možné jednoducho nastaviť úroveň nočného stolíka.
2)Movingportál:
Mobilný portál je odliaty zo sivej liatiny 250 a na prednej strane portálu sú nainštalované dva super-vysokokapacitné páry valivých lineárnych vedení. Súprava páru presných guľôčkových skrutiek a servomotor umožňujú posúvanie hnacej hlavy v smere osi X. Na posuvnej časti hlavy je nainštalovaná vŕtacia hlava. Pohyb portálu je realizovaný servomotorom, ktorý poháňa guľôčkový drôt na guľôčkovej skrutke cez presnú spojku.

3)Movingposuvné sedlo:
Pojazdné posuvné sedlo je presný liatinový konštrukčný prvok. Na pohon vŕtacej hlavy sú k servomotoru pripojené dva vysokokapacitné vodiace lišty NC koľajníc a sada párov presných guľôčkových skrutiek a vysoko presný planétový reduktor. Pohyb v smere osi Z môže realizovať rýchly posun vpred, prácu vpred, rýchly posun vzad a zastavenie hnacej hlavy. S automatickým lámaním triesok, odstraňovaním triesok, funkciami pauzy.
4)Silová vŕtacia hlava(Vreteno):
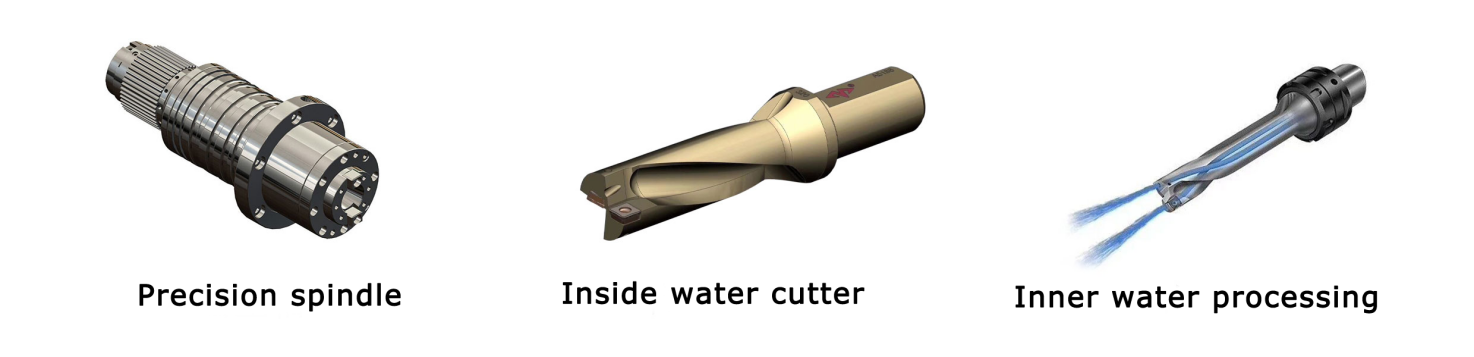
Vŕtacia hlava používa vyhradený servomotor vretena, ktorý poháňa vyhradené presné vreteno spomalením ozubeného synchrónneho remeňa, aby sa zvýšil krútiaci moment. Vreteno používa predné troj, dvoj a päťradové japonské ložiská s kosouhlým stykom na dosiahnutie plynulej zmeny rýchlosti. Rýchla a jednoduchá výmena, posuv je poháňaný servomotorom a guľôčkovou skrutkou. Osi X a Y môžu byť prepojené a riadenie v polouzavretej slučke sa používa na dosiahnutie lineárnych a kruhových interpolačných funkcií.
Koniec vretena je kužeľový otvor BT40, vybavený vysokorýchlostným rotačným kĺbom Rotorfoss z Talianska, ktorý môže používať vysokorýchlostný vrták U (násilný vrták) a korunkový vrták na vypúšťanie vody. Funkcia výstupu vody v strede vretena môže zlepšiť účinnosť rezania, realizovať spracovanie hlbokých otvorov a chrániť nástroj, aby sa znížili náklady na používanie.
5) Automatické mazacie zariadenie a ochranné zariadenie:
ako sú vodiace lišty, vodiace skrutky, stojany atď., bez slepých rohov, aby sa zabezpečila životnosť obrábacieho stroja. Os X a os Y obrábacieho stroja sú vybavené prachotesnými ochrannými krytmi a okolo pracovného stola sú nainštalované vodotesné ochranné kryty.

6)CNC riadiaci systém:
6.1 S funkciou lámania triesok je možné nastaviť čas lámania triesok a cyklus lámania triesok na rozhraní človek-stroj.
6.2 Pomocou funkcie zdvíhania nástroja je možné nastaviť výšku zdvihu nástroja na rozhraní človek-stroj. Pri vŕtaní do tejto výšky sa vrták rýchlo zdvihne na vrch obrobku a potom sa trieska vrhne a potom sa rýchlo posunie na povrch vŕtania a automaticky sa prevedie na prácu.
6.3 Centralizovaná prevádzková riadiaca skrinka a ručná jednotka využívajú systém numerického riadenia a sú vybavené rozhraním USB a LCD displejom z tekutých kryštálov. Na uľahčenie programovania, ukladania, zobrazovania a komunikácie má ovládacie rozhranie funkcie, ako je dialóg človek-stroj, kompenzácia chýb a automatický alarm.
6.4 Stroj má funkciu náhľadu a opätovnej kontroly polohy otvoru pred spracovaním a prevádzka je veľmi pohodlná.

7)Koľajnicová svorka
Svorka sa skladá z tela svorky a pohonu. Ide o vysokovýkonný funkčný komponent používaný s dvojicou valivého lineárneho vedenia. Vytvára silnú upínaciu silu prostredníctvom princípu rozpínania klinového bloku. Vlastnosti, ktoré zvyšujú tuhosť.
Vlastnosti:
- Bezpečná a spoľahlivá, silná upínacia sila, upínanie nepohyblivá os XY pri vŕtaní a spracovaní závitov.
- Extrémne vysoká upínacia sila zvyšuje tuhosť axiálneho posuvu a zabraňuje mikropohybom spôsobeným vibráciami.
- Rýchla odozva, čas odozvy otvárania a zatvárania je len 0,06 sekundy, čo chráni obrábací stroj a zlepšuje životnosť skrutky.
- Odolný, poniklovaný povrch, dobrý antikorózny výkon.
Nový dizajn, ktorý zabraňuje tuhým nárazom pri upínaní.
8)Automatický odstraňovač triesok a cirkulačné chladiace zariadenie:
Na zadnej strane pracovného stola je umiestnený automatický odstraňovač triesok a na konci je umiestnený filter. Automatický odstraňovač triesok je typu s plochou reťazou a na jednej strane je nainštalované chladiace čerpadlo. Výstup čipu je napojený na centrálny systém filtrácie vody. Chladiaca kvapalina prúdi do vyhadzovača triesok. Čerpadlo vyhadzovača triesok poháňa chladiacu kvapalinu do centrálneho systému filtrácie vody. Vysokotlakové chladiace čerpadlo cirkuluje filtrovanú chladiacu kvapalinu na rezanie a chladenie. A je vybavený vozíkom na prepravu triesok, ktorý je veľmi pohodlný na prepravu železných triesok. Toto zariadenie je vybavené vnútorným a vonkajším chladiacim systémom pre frézy. Pri vŕtaní vysokou rýchlosťou sú frézy chladené vnútornou vodou a externe pri ľahkom frézovaní.
Alarm nízkej hladiny vody
1) Keď je chladiaca kvapalina vo filtri na strednej úrovni kvapaliny, systém automaticky pripojí motor na spustenie a chladiaca kvapalina v odstraňovači triesok automaticky prúdi do filtra. Keď sa dosiahne vysoká hladina kvapaliny, motor sa automaticky zastaví.
2) Keď je hladina chladiacej kvapaliny vo filtri nízka, systém automaticky vyzve meradlo hladiny kvapaliny na alarm, vreteno automaticky zasunie nástroj a stroj preruší prácu.
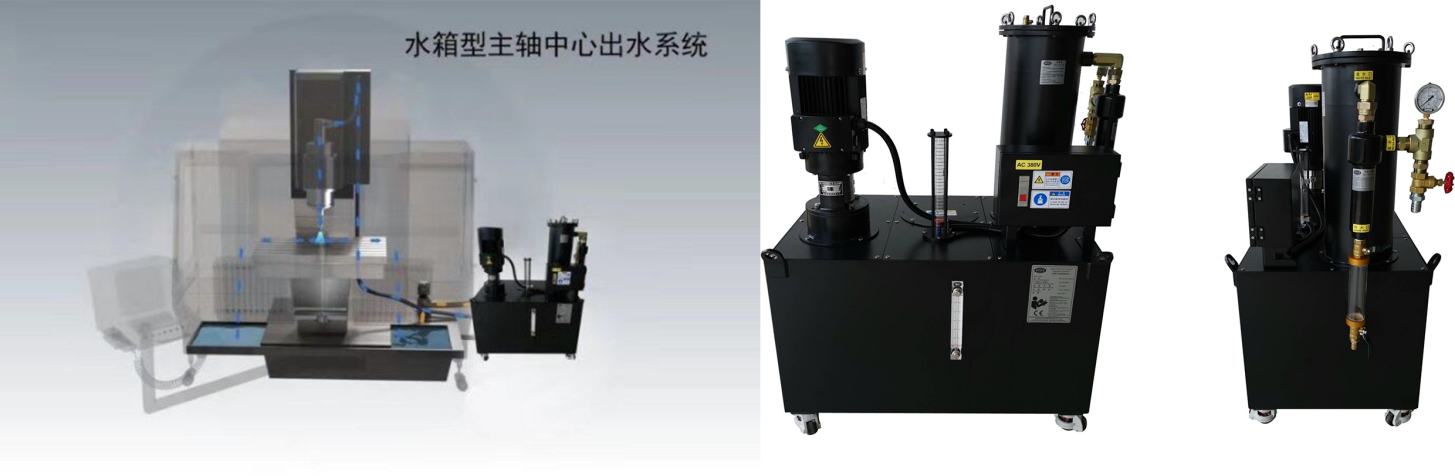
9)Centrálny výstupný filtračný systém:
Stroj je štandardne vybavený centrálnym systémom filtrácie vody, ktorý dokáže efektívne filtrovať nečistoty v chladiacej kvapaline. Vnútorný systém rozprašovacej vody môže zabrániť zamotaniu železných kolíkov o nástroj počas spracovania, znížiť opotrebenie nástroja, predĺžiť životnosť nástroja, zlepšiť povrchovú úpravu obrobku, Vysokotlakový vodný výstupný kolík špičky čepele môže dobre chrániť povrch obrobku, chráni vysokorýchlostný rotačný spoj, zabraňuje nečistotám v zablokovaní rotačného spoja a zlepšuje celkovú kvalitu obrobku a efektivitu práce.
10)Integrované sedadlo s guľôčkovou skrutkou a motorom:
Základňa motora je produkt s vysokou sústrednosťou spájajúci guľôčkovú skrutku a motor. Párové ložisko s kosouhlým stykom (stupeň presnosti C5) je integrované, aby sa zlepšila presnosť a zabezpečila sa nulová axiálna vôľa guľôčkovej skrutky, keď je motor vpred a vzad. Je vhodný najmä pre vysokorýchlostné zariadenia.
Presnosť montáže: guľôčková skrutka a motor sú inštalované do jedného cez základňu motora. Znížte chybu sústrednosti hriadeľa motora a hriadeľa guľôčkovej skrutky, ovládajte ho na plus alebo mínus 0,01 mm a kolmosť koncovej plochy je 0,01.
11)Samostrediaci stôl so štyrmi pazúrmi(voliteľné)
Pracovný stôl samostrediaceho zariadenia je vybavený štvorčeľusťovým hydraulickým samostrediacim skľučovadlom. Obrobok môže byť automaticky centralizovaný v jednej svorke bez toho, aby každý obrobok hliadkoval, aby našiel stred. Upínanie je rýchle a pohodlné.
Vyriešte problém, že obrobok s indexovacou kružnicou s priemerom menším ako 1600 mm je upnutý stlačením dosky po podávaní a následnom hľadaní stredu, čo spotrebuje menej času a trvá dlhšie upnutie ako čas spracovania.
Samostrediace štvorčeľusťové skľučovadlo nezávisle vyvinuté s veľkým zdvihom čeľuste sťažuje dotyk obrobku s čeľusťou pri upínaní. Používa sa pásová konštrukcia s podložkou. Rieši situáciu, že hydraulické alebo pneumatické čeľuste majú na trhu malý zdvih a veľké obrobky budú pri zdvíhaní narážať na čeľuste, čo spôsobí poškodenie skľučovadiel.
Štyri čeľuste na pracovnom stole sú v rozoberateľnom štýle a odstránenie zadného pracovného stola je bežná plošina s vlastnou T-drážkou. Rozširuje rozsah použitia iných obrobkov okrem prstenca.
Špecifikácian
| Model | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Pracovná veľkosť | Dĺžka*Šírka (mm) | 1000 x 1000 | 2000 x 1000 | 2000 x 1600 | 2500 x 2500 |
| Vertikálna vŕtacia hlava | Kužeľ vretena | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| Priemer vŕtania (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Priemer závitu (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Otáčky vretena (ot./min) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| Výkon vretena (Kw) | 22. 15 | 22. 15 | 22. 15 | 22. 15 | |
| Vzdialenosť od spodného konca vretena k pracovnej ploche (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Opakovaná presnosť polohovania (X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Hrubá hmotnosť (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Nástroj na časopis | Zásobník líniových nástrojov | ||||
Kontrola kvality
Každý stroj Bosman je kalibrovaný laserovým interferometrom od spoločnosti RENISHAW zo Spojeného kráľovstva, ktorý presne kontroluje a kompenzuje chyby stúpania, vôľu, presnosť polohovania a presnosť opakovaného polohovania, aby sa zabezpečila dynamická, statická stabilita a presnosť spracovania. . Test s guľovou tyčou Každý stroj používa tester s guľovou tyčou od britskej spoločnosti RENISHAW na opravu presnosti skutočnej kružnice a geometrickej presnosti stroja a súčasne vykonáva experimenty s kruhovým rezaním, aby sa zabezpečila presnosť 3D obrábania stroja a presnosť kružnice.

Servis pred a po
1) Pred servisom
Technický tím Bossman je zodpovedný za technickú komunikáciu so zákazníkmi a formulovanie riešení, pričom zákazníkovi pomáha pri výbere vhodného obrábacieho riešenia a vhodných strojov prostredníctvom preštudovania požiadavky a potrebných informácií od zákazníkov a následnej spätnej väzby našim inžinierom.
2) Po servise
A. Stroj s jednoročnou zárukou a platenou celoživotnou údržbou.
B. Počas jednoročnej záručnej doby po príchode stroja do cieľového prístavu spoločnosť BOSSMAN poskytne bezplatné a včasné služby údržby pre rôzne chyby spôsobené človekom na stroji a včas bezplatne vymení všetky druhy poškodených dielov, ktoré neboli spôsobené človekom. poplatku . Poruchy, ktoré sa vyskytnú počas záručnej doby, budú opravené za primerané poplatky.
C. Technická podpora do 24 hodín online, TM, Skype, e-mail, včasné riešenie súvisiacich otázok. ak to nie je možné vyriešiť, BOSSMAN okamžite zariadi, aby popredajný technik prišiel na miesto na opravu, kupujúci musí zaplatiť za VISA, letenky a ubytovanie.
Stránka spoločnosti






