






BOSM -4014 Vyvrtávacia fréza s protiľahlou hlavou
1. Použitie stroja:
BOSM-6000* 1000 CNC portálový dvojstĺpový čelný vyvrtávací a frézovací stroj s pevným nosníkom je špeciálny obrábací stroj na opracovanie ramien/palíc rýpadiel. Vankúš dokáže realizovať rýchle spracovanie obrobku, obrobok je možné vŕtať, frézovať a vyvŕtať v rámci efektívneho rozsahu zdvihu, obrobok možno spracovať na mieste naraz (nie je potrebné sekundárne upínanie), rýchlosť nakladania a vykladania je rýchly, rýchlosť polohovania je vysoká a presnosť spracovania je vysoká. Vysoká, vysoká účinnosť spracovania.
2.Stroj štruktúrufunkcie:
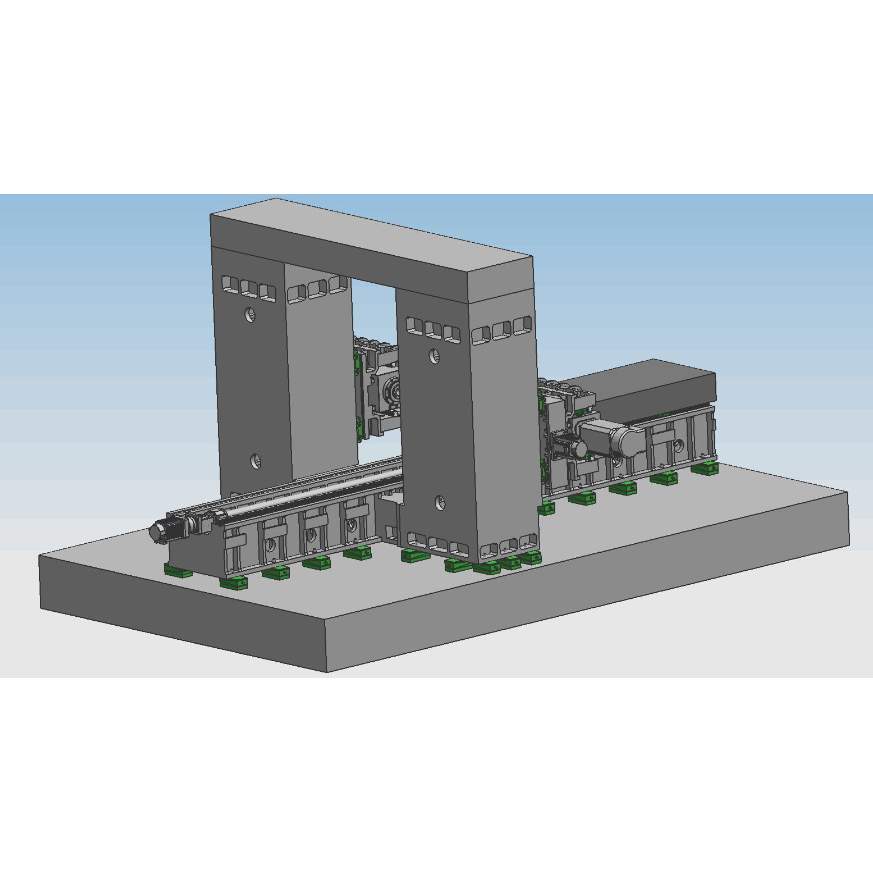
Hlavné komponenty obrábacieho stroja: lôžko, pracovný stôl, ľavý a pravý stĺp, nosníky, portálové spojovacie nosníky, sedlá, barany atď., veľké diely sú vyrobené zo živicového pieskového výlisku, kvalitný odliatok sivej liatiny 250, žíhaný za tepla piesková jama → starnutie vibráciami → tepelné spracovanie Žíhanie v peci → starnutie pri vibráciách → hrubé obrábanie → starnutie v peci → žíhanie v horúcej peci → starnutie pri vibráciách → konečná úprava, úplne eliminuje negatívne namáhanie dielov a udržiava výkon dielov stabilný. Pevné lôžko, ľavý a pravý stĺp, portál a pracovný stôl sa pohybujú; Má funkcie frézovania, vŕtania, vŕtania, zahlbovania, závitovania atď. Spôsob chladenia nástroja je vonkajšie chladenie. Obrábací stroj obsahuje 5 osí posuvu, ktoré môžu realizovať 4-osové prepojenie a 5-osové jednočinné. K dispozícii sú 2 napájacie hlavy. Os stroja a hnacia hlava sú znázornené na obrázku nižšie.X


2.1.Hlavná štruktúra podávacej časti axiálneho prevodu
2.1.1.Os X:Pracovný stôl sa pohybuje priečne pozdĺž vodiacej koľajnice pevného lôžka.
X 1-osový pohon: AC servomotor plus vysoko presný planétový reduktor je poháňaný guľôčkovou skrutkou, ktorá poháňa pohyb pracovného stola, aby sa realizoval lineárny pohyb osi X
Forma vodiacej koľajnice: položte dve vysoko pevné lineárne vodiace koľajnice.
2.1.2 Os Z1:Pohonná hlava a sedlo sú vertikálne inštalované na prednej strane stĺpa a pohybujú sa vratne hore a dole pozdĺž vodiacej koľajnice stĺpa.
Prevodovka osi Z1: AC servomotor a synchrónne koleso sa používajú na pohon guľôčkovej skrutky na pohon sedla, aby sa realizoval lineárny pohyb osi Z
2.1.3 Os Z2:Pohonná hlava a sedlo sú vertikálne inštalované na prednej strane stĺpa a pohybujú sa vratne hore a dole pozdĺž vodiacej koľajnice stĺpa.
Prevod v osi Z2: AC servomotor a synchrónne koleso sa používajú na pohon guľôčkovej skrutky na pohon sedla, aby sa realizoval lineárny pohyb osi Z.
2.1.4 Os Y1:Sedlo hnacej hlavy je inštalované vertikálne na prednej strane pravého stĺpika a vratne sa pohybuje doľava a doprava pozdĺž vodiacej koľajnice stĺpika.
Prevod osi Y1: AC servomotor plus vysoko presný planétový reduktor sa používa na pohon barana, aby sa pohyboval cez guľôčkovú skrutku, aby sa realizoval lineárny pohyb osi Y1
2.1.5 Os Y2:Sedlo hnacej hlavy je vertikálne inštalované na prednej strane pravého stĺpika a vratne sa pohybuje doľava a doprava pozdĺž vodiacej koľajnice stĺpika.
Prevod osi Y2: Striedavý servomotor plus vysoko presný planétový reduktor sa používa na pohon barana, aby sa pohyboval cez guľôčkovú skrutku, aby sa realizoval lineárny pohyb osi Y2.
2.2.Smer pohybu vŕtacej a frézovacej hnacej hlavy (vrátane hnacej hlavy 1 a 2) využíva štvorcovú štruktúru barana, najpokročilejšiu metódu kombinovanej vodiacej koľajnice s tvrdým drôtom, tvrdá koľajnica je obklopená silnou oporou, 4 lineárne valčekové vodiace koľajnice páry sú vedené a pohon využíva striedavý servomotor Poháňa synchrónny remeň (i=2) a presný prevod s guľôčkovou skrutkou, výkonová hlava využíva servomotor na spomalenie cez synchrónny remeň a synchrónne koleso, vedené vysokou presnosťou pár vodiacich koľajníc a poháňa vertikálnu guľôčkovú skrutku, aby sa otáčala, čím sa realizuje vertikálny pohyb hlavy nahor a nadol a je vybavený tyčou na vyváženie dusíka na zníženie nosnosti hlavy stroja na skrutke a servomotore. Motor osi Z má funkciu automatickej brzdy. V prípade výpadku prúdu automatická brzda pevne pridrží hriadeľ motora. , takže sa nemôže otáčať. Pri práci, keď sa vrták nedotýka obrobku, bude sa rýchlo podávať; keď sa vrták dotkne obrobku, automaticky sa prepne na pracovný posuv. Keď vrták prenikne do obrobku, automaticky sa prepne na rýchle navíjanie; keď koniec vrtáka opustí obrobok a dosiahne nastavenú polohu, pracovný stôl sa presunie do ďalšej polohy otvoru, aby sa realizovala automatická cirkulácia. Výkonová hlava využíva kombináciu drôtu a tvrdej koľajnice, ktorá nielen zaisťuje rýchlosť chodu zariadenia, ale tiež výrazne zvyšuje tuhosť zariadenia. A môže realizovať funkcie vŕtania slepých otvorov, frézovania, skosenia, lámania triesok, automatického odstraňovania triesok atď., Čo zvyšuje produktivitu práce.

(ľavá napájacia hlava)
2.3. Odstraňovanie triesok a chladenie
Na oboch stranách pod pracovným stolom sú nainštalované špirálové a ploché reťazové dopravníky triesok a triesky môžu byť na konci automaticky vypúšťané na dopravník triesok cez dva stupne špirálových a reťazových dosiek, aby sa realizovala civilizovaná výroba. V nádrži chladiacej kvapaliny dopravníka triesok sa nachádza chladiace čerpadlo, ktoré je možné použiť na externé chladenie nástroja, aby sa zabezpečil výkon vŕtania a životnosť vrtáka a chladiaca kvapalina sa dá recyklovať.
3.Plne digitálny numerický riadiaci systém:
3.1.Pomocou funkcie lámania triesok je možné nastaviť čas lámania triesky a cyklus lámania triesky na rozhraní človek-stroj.
3.2.Pomocou funkcie zdvíhania nástroja je možné nastaviť výšku zdvihu nástroja na rozhraní človek-stroj. Keď vŕtanie dosiahne túto výšku, vrták sa rýchlo zdvihne na vrch obrobku a potom sa triesky vyhodia a potom sa rýchlo posunú na povrch vŕtania a automaticky sa premenia na prácu.
3.3.Centralizovaná ovládacia skrinka a ručná jednotka využívajú systém numerického riadenia a sú vybavené rozhraním USB a LCD displejom z tekutých kryštálov. Na uľahčenie programovania, ukladania, zobrazovania a komunikácie má ovládacie rozhranie funkcie, ako je dialóg človek-stroj, kompenzácia chýb a automatický alarm.
3.4.Zariadenie má funkciu náhľadu a opätovnej kontroly polohy otvoru pred spracovaním a prevádzka je veľmi pohodlná.
4. Automatické mazanie
Páry presných lineárnych vodiacich koľajníc obrábacích strojov, páry presných guľôčkových skrutiek a ďalšie páry vysoko presných pohybov sú vybavené automatickými systémami mazania. Automatické mazacie čerpadlo vydáva tlakový olej a komora kvantitatívneho mazacieho oleja vstupuje do oleja. Po naplnení olejovej komory olejom, keď tlak v systéme stúpne na 1,4-1,75 MPa, sa tlakový spínač v systéme zatvorí, čerpadlo sa zastaví a súčasne sa uvoľní vypúšťací ventil. Keď tlak oleja v vozovke klesne pod 0,2 MPa, začne kvantitatívna maznica plniť mazacie miesto a dokončí jednu olejovú náplň. Vďaka presnej dodávke oleja kvantitatívneho vstrekovača oleja a detekcii tlaku v systéme je dodávka oleja spoľahlivá, zaisťuje, že na povrchu každého kinematického páru je olejový film, znižuje trenie a opotrebovanie a zabraňuje poškodeniu vnútorná štruktúra spôsobená prehriatím. na zabezpečenie presnosti a životnosti obrábacieho stroja. V porovnaní s párom posuvných vodiacich koľajníc má pár valivých lineárnych vodiacich koľajníc použitý v tomto obrábacom stroji rad výhod:
①Citlivosť pohybu je vysoká, koeficient trenia vodiacej koľajnice je malý, iba 0,0025 ~ 0,01, a hnacia sila je výrazne znížená, čo zodpovedá iba 1/10 bežných strojov.
② Rozdiel medzi dynamickým a statickým trením je veľmi malý a následný výkon je vynikajúci, to znamená, že časový interval medzi jazdným signálom a mechanickým pôsobením je extrémne krátky, čo prispieva k zlepšeniu rýchlosti odozvy a citlivosti numerický riadiaci systém.
③Je vhodný pre vysokorýchlostný lineárny pohyb a jeho okamžitá rýchlosť je asi 10-krát vyššia ako rýchlosť posuvných vodiacich koľajníc.
④ Dokáže realizovať pohyb bez medzier a zlepšiť tuhosť pohybu mechanického systému.
⑤Vyrábané profesionálnymi výrobcami, má vysokú presnosť, dobrú všestrannosť a jednoduchú údržbu.

5. Prostredie používania stroja:
Napájanie: trojfázové AC380V ± 10% , 50Hz ± 1 Teplota okolia: 0 ° ~ 45 °
Päť, hlavné technické parametre:


| model | BOSM4014 | |
| Maximálna veľkosť spracovávaného obrobku | Dĺžka × šírka × výška (mm) 4000 × 1600 × 1000 | |
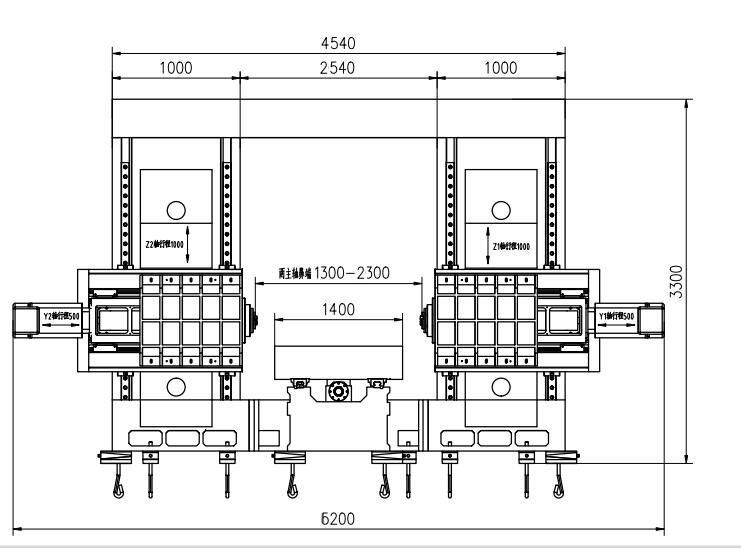
| Portál s maximálnym posuvom | Šírka (mm) | 2300 |
| veľkosť pracovného stola | Dĺžka x šírka (mm) | 4000*1400 |
|
Vŕtacia hlava horizontálneho typu barana sila hlava jedna dve
| Množstvo (2) | 2 |
| Kužeľ vretena | BT50 | |
| Priemer vŕtania (mm) | Φ2-Φ60 | |
| Priemer závitu (mm) | M3-M30 | |
| Priemer kotúča frézy (mm) | 300 | |
| Otáčky vretena (ot./min) | 30~6000 | |
| Výkon motora servovretena (kw) | 37 | |
| Vzdialenosť nosa vretena od stredu stola (mm) | 650-1150 | |
| Ľavý a pravý zdvih jedného barana (mm) | 500 | |
| Vzdialenosť medzi stredom barana a rovinou stola (mm) | 200-1400 | |
| Zdvih barana hore a dole (mm) | 1200 | |
| Opakovateľnosť | 300 mm * 300 mm | ±0,02 |
| Rozmery obrábacieho stroja | Dĺžka × šírka × výška (mm) | podľa výkresov |
| Hrubá hmotnosť (t) | (približne) 36 | |

Vyššie uvedené parametre sú predbežné konštrukčné parametre. V skutočnom dizajne môžu nastať zmeny podľa požiadaviek na spracovanie obrobku a konštrukčných požiadaviek obrábacieho stroja, aby sa splnili požiadavky na spracovanie dielov vašej spoločnosti.






